解锁伺服电机与普通电机区别扁线电机定子6大核心制造工序大揭秘
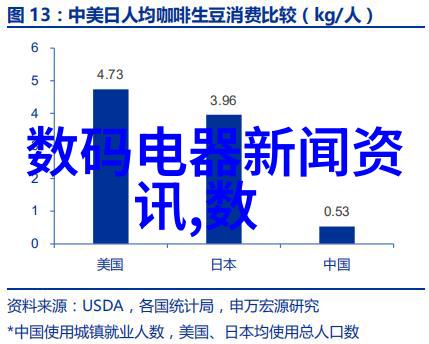
在新能源汽车领域,扁线电机正逐渐成为技术革新的焦点。特斯拉的采用这一技术后,关于扁线电机的讨论迅速蔓延。那么,在中国新能源汽车技术发展的关键词中,你会提及什么呢?是800V平台、SiC功率器件还是轮毂电机?
作为当今最热门的技术趋势之一,扁线电机会带来生产流程和设备调整。此前,我们已经发布了多篇关于扁线电机制造工艺文章。
圆线与扁线之间似乎只有外观上的差异,但对制造商而言,这一转变影响着整个工艺链和设备升级。在实际生产中,扁线电机要求更高的稳定性和合格率。今天,让我们深入探究六大核心工序,即:

定子槽纸成型:绝缘纸确保导体间隔离,以防止铁芯与导体之间接触。

PIN 线圈成型:主要有I-PIN、Hairpin、Wave Winding等几种工艺类别。
线圈插入:自动化插入已从传统2层/4层提升至现代6层/8层。

扩口、扭头焊接:扩口完成所有层铜丝移动;扭头固定最内两层铜丝端部;激光焊或氩弧焊连接铜丝。
涂敷浸漆:涂敷材料为粉末或液态,其次是EUV浸漆和真空压力浸漆等。

灌封处理:真空灌封以提高散热性能,减少振动噪声,并提供耐油性。
这些过程中的关键步骤包括去除保护膜(激光去膜)、裁剪铜丝以及冲压成型。每一步都需精细控制,以保证产品质量并适应市场需求。此外,由于不同企业采用不同的方法,如CMT冷焊,或其他独特设计,这些工序可能因公司而异。
总之,每一个环节都承担着维持高效生产和品质标准的重任。在这场创新浪潮中,只有不断迭代完善才能实现真正意义上的突破,为新能源汽车行业注入新的活力。